 茨城県筑西市井上1162-1
茨城県筑西市井上1162-1

板金加工の小ロット見積もり|費用・流れ・費用を抑えるポイントを解説
板金加工の小ロット見積もりを依頼したいが、何を準備すればよいかわからない――そのような疑問を持つ設計・調達担当者のために、本記事では見積もりに必要な情報・発注の流れ・費用を抑えるポイントを実務目線で解説します。
試作品を数個だけ製作したい、あるいは量産前に品質確認したいといった場面では、小ロット板金加工の見積もりが必要になります。しかし、小ロット特有のコスト構造を理解していないと、割高な発注になってしまうことがあります。
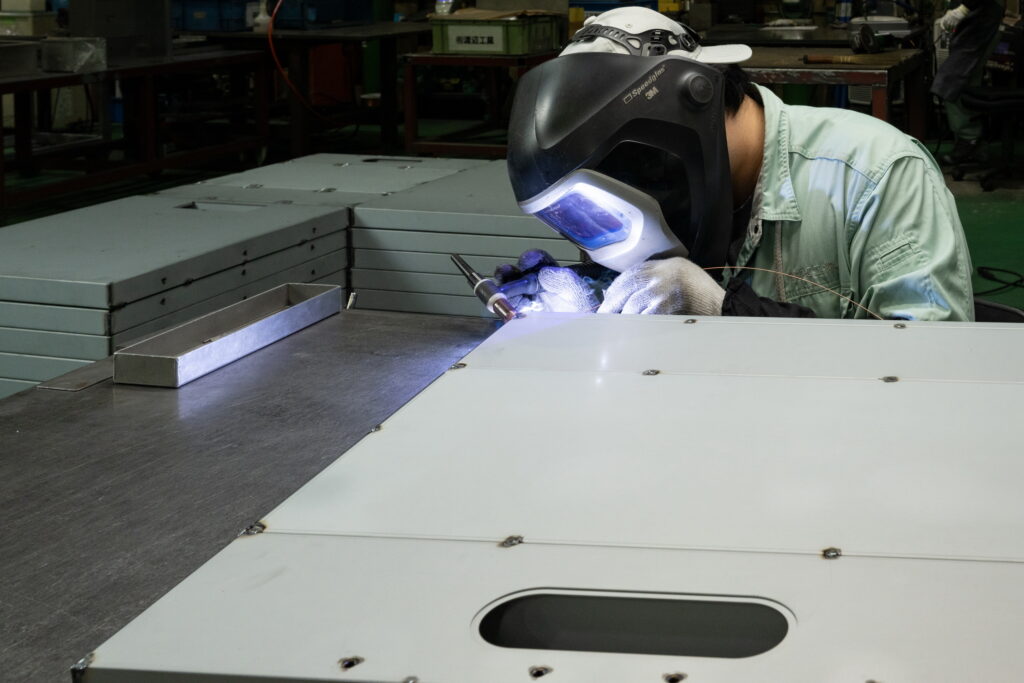
渡辺工業は溶接を主体とした薄板板金のスペシャリストです。1個からの試作・小ロット対応を積極的に行っており、新規図面の試作や代替工法提案も承っております。製品仕様や加工方法についてご不明点があればお気軽にご相談ください。
Contents
板金加工の小ロット見積もりで費用が高くなる理由
段取り費が単価を押し上げる
板金加工の見積もりでは、加工費のほかに「段取り費」が必ず発生します。段取り費とは、各工程(レーザー切断・曲げ・溶接など)の開始前に行う、機械や金型のセットアップにかかるコストです。
重要なのは、段取り費は1個でも100個でも大きく変わらないという点です。たとえば段取り費の合計が10,000円の場合、1個製作では1個あたりの段取り費が10,000円になります。一方、100個製作であれば1個あたり100円まで下がります。つまり、小ロット板金加工の見積もりが割高になるのは、段取り費が少数に集中するためです。
材料費の歩留まりが悪くなる
板金加工では、標準サイズの金属板から必要な形状を切り取ります。小ロットでは材料の取り都合(歩留まり)が悪くなりやすく、結果として材料費が割高になることがあります。そのため、まとめ発注や標準サイズに合わせた設計によって、材料費を抑えることが可能です。
小ロット板金加工の見積もりに必要な情報
見積もり依頼をスムーズに進めるためには、以下の情報を事前に準備しておくことが重要です。
図面・3Dデータ
板金加工の見積もりで最も重要な情報が図面です。2D図面(DXF・PDF形式)があれば基本的な見積もりが可能です。さらに、IGES・STEP形式の3Dデータがあれば、より正確な工数算出ができます。
図面がない段階でも、スケッチや現物サンプルをもとに製作対応できる業者もあります。渡辺工業では図面なし・スケッチからの製作にも対応しており、試作段階の依頼も積極的に受け付けています。
材質と板厚
板金加工でよく使用される主な材質は以下の通りです。
- SPCC(冷間圧延鋼板):一般的な鉄系素材。コストを抑えたい場合の定番材質
- SUS304 / SUS316(ステンレス):耐食性・強度が高く、食品・医療・産業用途に多用
- A5052 / A6063(アルミ合金):軽量・放熱性に優れ、電子機器・筐体類に多用。アルミ溶接についてはアルミ溶接のページも参照ください
- SECC(電気亜鉛めっき鋼板):防錆処理済みで、筐体・カバー類に多用
板厚は0.5mmから数mmの範囲が一般的です。特に0.5〜1.6mmの薄板は専用技術が必要なため、対応可否を事前に確認することをお勧めします。
表面処理
無処理・クロメート処理・アルマイト処理・粉体塗装・ヘアライン仕上げなど、用途に応じた表面処理を指定してください。表面処理の有無はリードタイムとコストに直結します。そのため、試作段階では無処理でコストを抑える判断も有効です。
数量(ロット数)
1個・3個・5個・10個など、想定する数量を明示してください。複数ロット(例:1個・5個・10個)での見積もり比較を依頼すると、最適な発注数量の判断材料になります。
納期
通常納期(2〜3週間)と短納期(3〜5営業日)では費用が変わります。試作では急ぎ対応が必要なケースも多いため、納期要件は見積もり段階で必ず伝えてください。
板金加工の小ロット見積もりから発注までの流れ
ステップ1:見積もり依頼
Webフォーム・メール・電話のいずれかで図面と基本情報(材質・板厚・数量・納期・表面処理)を送付します。
ステップ2:見積もり回答(1〜3営業日)
業者から単価・総額・リードタイム・対応可否が返答されます。複数社に同条件で依頼し、価格・品質・納期を比較検討するのが理想的です。
ステップ3:試作発注・品質確認
見積もり内容に合意したら発注書を送付します。初回は試作として1〜3個発注し、寸法・品質・嵌め合いを確認してから次のロットへ進むのが安全です。初回から多数発注して設計変更が必要になると、手直しコストがかかります。
ステップ4:追加発注・定期発注への移行
試作確認後、問題なければ本数量での発注・定期発注へ移行します。小ロット****板金加工からスタートして段階的にロットを増やす流れは、多くの設計・開発案件で採用されています。
板金加工の小ロット見積もりで費用を抑えるポイント
標準材・標準板厚を選ぶ
業者が常時在庫している標準材種・板厚(例:SPCC 1.0mm / 1.6mm、SUS304 1.0mm)を指定すると、材料手配の手間が省けてリードタイムとコストの両方を抑えることができます。特殊材・特殊板厚は材料の入手に時間がかかるため、コストが上がりやすくなります。
曲げ工程数を最小化する
曲げの工程数が増えるほど段取りとコストが上がります。設計段階で曲げ回数を最小化し、複雑な形状については板金加工に強い業者と事前に相談することをお勧めします。渡辺工業の薄板溶接加工についてはこちらもご参照ください。
複数部品をまとめて発注する
同じ材質・板厚の複数部品をまとめて一度に発注することで、材料の歩留まりが改善され、1個あたりのコストを下げることが可能です。
溶接箇所を集約する
溶接は工数がかかる工程です。設計変更で溶接箇所を集約・削減できる場合は、コスト削減につながります。
豆知識:小ロット板金加工の最低ロット数はどれくらい?
業者によって異なりますが、一般的な板金加工業者では最低5個〜10個を設定しているケースがあります。一方、渡辺工業のような試作専門に近い中小業者では、1個からの対応が可能です。試作・開発フェーズであれば1個から相談できる業者を選ぶことで、設計変更に柔軟に対応できます。
小ロット対応の板金加工業者を選ぶチェックポイント
| チェック項目 | 確認ポイント |
|---|---|
| 最小ロット数 | 1個からの対応可否 |
| 薄板対応 | 板厚0.5mm〜1.0mmの加工実績 |
| 溶接対応 | TIG・ファイバーレーザー等の内製設備 |
| 短納期対応 | 3〜5営業日での対応実績 |
| 図面なし対応 | スケッチ・口頭での製作可否 |
| 一貫対応 | 板金加工から溶接・表面処理まで |
なお、日本板金工業連合会(https://www.bankin.or.jp/)では全国の板金加工業者の情報を確認することもできます。
板金加工の小ロット見積もりなら渡辺工業へ
渡辺工業は溶接を主体とした薄板板金のスペシャリストです。板厚0.5mmからの薄板板金加工、TIG溶接・ファイバーレーザー溶接・スタッド溶接・気密溶接など多様な工法に対応しており、小ロット****板金加工の見積もり・発注を積極的に承っております。
図面なし・スケッチからの製作相談、新規図面の試作、代替工法のご提案も対応しています。「まず試作1個から」「急ぎで数個必要」といった段階からせはこちら